ເຜີຍແຜ່: ວັນທີ 26 ມັງກອນ 2026
ໂດຍ: ShanJi Meng, ນັກວິເຄາະໂລຫະອາວຸໂສ
ທອງແດງ ແລະ ໂລຫະປະສົມຂອງມັນຍັງຄົງເປັນວັດສະດຸທີ່ຄຸ້ມຄ່າທີ່ສຸດ - ແລະ ບາງຄັ້ງກໍ່ມີຄວາມຫຍຸ້ງຍາກ - ໃນການປຸງແຕ່ງ. ການນຳຄວາມຮ້ອນ ແລະ ໄຟຟ້າທີ່ດີເລີດ, ຄຸນສົມບັດຕ້ານເຊື້ອຈຸລິນຊີຕາມທຳມະຊາດ, ແລະ ຄວາມສາມາດໃນການນຳມາໃຊ້ໃໝ່ໄດ້ຢ່າງເຕັມທີ່ເຮັດໃຫ້ພວກມັນຂາດບໍ່ໄດ້ໃນສ່ວນປະກອບລົດໄຟຟ້າ, ຮາດແວທາງທະເລ, ເກຍທີ່ມີຄວາມແມ່ນຍໍາສູງ, ແລະ ຂົ້ວເຊື່ອມ. ແຕ່ຄວາມອ່ອນນຸ້ມ, ແນວໂນ້ມທີ່ຈະເຮັດໃຫ້ເຄື່ອງມືເປັນຢາງ, ແລະ ພຶດຕິກຳການແຂງຕົວຂອງພວກມັນຮຽກຮ້ອງໃຫ້ມີວິທີການທີ່ຖືກຕ້ອງ.
ໃນປີ 2026, ດ້ວຍຄວາມຕ້ອງການທອງແດງທີ່ເພີ່ມຂຶ້ນຈາກການນຳໃຊ້ໄຟຟ້າ ແລະ ພະລັງງານທົດແທນ, ຊ່າງກົນຈັກກຳລັງເຫັນຄຳສັ່ງຊື້ໂລຫະປະສົມປະສິດທິພາບສູງຫຼາຍຂຶ້ນ. ຄູ່ມືນີ້ກວມເອົາຊັ້ນທອງແດງທີ່ພົບເລື້ອຍທີ່ສຸດທີ່ພວກເຮົາເຮັດວຽກນຳ, ຂະບວນການທີ່ເໝາະສົມ, ຂໍ້ໄດ້ປຽບ/ສິ່ງທ້າທາຍທີ່ສຳຄັນ, ຄຳແນະນຳການອອກແບບທີ່ໃຊ້ໄດ້ຈິງ, ຄຳແນະນຳກ່ຽວກັບເຄື່ອງມື, ແລະ ການນຳໃຊ້ໃນໂລກຕົວຈິງ.
ຊັ້ນທອງແດງທົ່ວໄປສຳລັບເຄື່ອງຈັກ CNC
ການນຳໃຊ້ທີ່ແຕກຕ່າງກັນຮຽກຮ້ອງໃຫ້ມີໂລຫະປະສົມທີ່ແຕກຕ່າງກັນ. ນີ້ແມ່ນຊັ້ນທີ່ພວກເຮົາເຫັນເລື້ອຍໆໃນຮ້ານເຄື່ອງຈັກທີ່ມີຄວາມແມ່ນຍໍາສູງ:
- ທອງແດງບໍລິສຸດ (C10100/C11000)ຄວາມບໍລິສຸດ 99.9%+, ບໍ່ມີອົກຊີເຈນ ຫຼື ETP. ດີທີ່ສຸດສຳລັບຄວາມນຳໄຟຟ້າສູງສຸດ (ແຖບບາ, ແຜ່ນລະບາຍຄວາມຮ້ອນ).
- ທອງເຫລືອງ (C36000, C26000): ເປັນທີ່ນິຍົມໃນການເຄື່ອງຈັກແບບອິດສະຫຼະ ພ້ອມດ້ວຍການແຕກຫັກທີ່ດີເລີດ. ດີເລີດສຳລັບອຸປະກອນຕິດຕັ້ງ, ວາວ, ເກຍ.
- ອາລູມິນຽມທອງແດງ (C95400, C95500)ຄວາມແຂງແຮງສູງ + ທົນທານຕໍ່ການກັດກ່ອນຂອງນໍ້າທະເລທີ່ໂດດເດັ່ນ. ເໝາະສຳລັບພັດລົມເຮືອ ແລະ ບຸດຊ໌.
- ກົ່ວທອງແດງ (C90300, C90700)ທົນທານຕໍ່ການສວມໃສ່ທີ່ດີກວ່າ ແລະ ແຮງສຽດທານຕໍ່າ. ຄລາສສິກສຳລັບແບຣິ່ງ ແລະ ເກຍທີ່ທົນທານ.
- ຟອສຟໍຣສ (C51000, C54400)ທົນທານຕໍ່ຄວາມຍືດຫຍຸ່ນ ແລະ ຄວາມອ່ອນເພຍໄດ້ດີເລີດ. ມັກພົບເລື້ອຍໃນຕົວເຊື່ອມຕໍ່ ແລະ ສະປິງ.
- ໂຄຣມຽມ ເຊີໂຄນຽມ ທອງແດງ (C18150/C18200): ໄດ້ຮັບການແຂງຕົວດ້ວຍການຕົກຕະກອນເພື່ອຄວາມແຂງແຮງສູງ + ຄວາມນຳໄຟຟ້າ IACS 80-90%. ເດັ່ນໃນເອເລັກໂຕຣດເຊື່ອມຄວາມຕ້ານທານ ແລະ ຊິ້ນສ່ວນມໍເຕີ EV.
-
ເຄັດລັບການເລືອກເກຣດໄວສຳລັບຊິ້ນສ່ວນໄຟຟ້າ → ເລືອກທອງແດງບໍລິສຸດ ຫຼື CuCrZr. ສຳລັບສະພາບແວດລ້ອມທີ່ມັກເກີດການກັດກ່ອນ → ເລືອກອາລູມີນຽມທອງສຳລິດ. ສຳລັບການຕັດຫຍິບງ່າຍໃນປະລິມານ → ເລືອກທອງເຫລືອງ.
ຂະບວນການເຄື່ອງຈັກທີ່ເໝາະສົມສຳລັບທອງແດງ
ເຄື່ອງຈັກທອງແດງສ່ວນໃຫຍ່ໃຊ້ໄດ້ດີກັບອຸປະກອນ CNC ມາດຕະຖານ:
- ການເຈາະ CNCເໝາະສຳລັບຮູບຮ່າງທີ່ສັບສົນ, ຮູ, ແລະ ຊິ້ນສ່ວນ 3-5 ແກນ.
- ການກ້ຽວ CNCເໝາະສຳລັບສ່ວນປະກອບຮູບກົມເຊັ່ນ: ບຸດຊິ່ງ, ອຸປະກອນເສີມ ແລະ ເພົາ.
- ການເຈາະ ແລະ ການແຕະ: ເຈາະທໍ່ທອງເຫລືອງ ແລະ ທອງສຳລິດຟອສຟໍຣັດໃຫ້ສະອາດ; ໃຊ້ການເຈາະຮູເລິກໃນທອງແດງບໍລິສຸດ.
- ເຄື່ອງກຶງແບບສະວິດດີເລີດສຳລັບໝຸດ ແລະ ຕົວເຊື່ອມຕໍ່ຂະໜາດນ້ອຍ ແລະ ຄວາມແມ່ນຍຳສູງ.
- EDM (ຖ້າຈຳເປັນ)ບໍ່ຄ່ອຍຕ້ອງການແຕ່ເປັນປະໂຫຍດສໍາລັບຄຸນສົມບັດ CuCrZr ທີ່ແຂງຕົວ.

-
ຂໍ້ດີຂອງການເຄື່ອງຈັກໂລຫະປະສົມທອງແດງ
- ຄວາມນຳຄວາມຮ້ອນໄດ້ດີກວ່າ → ລະລາຍຄວາມຮ້ອນໄດ້ໄວ, ຫຼຸດຜ່ອນການສວມໃສ່ຂອງເຄື່ອງມື.
- ຄຸນສົມບັດທາງໄຟຟ້າທີ່ດີເລີດ → ສຳຄັນສຳລັບຕົວເຊື່ອມຕໍ່ ແລະ ເອເລັກໂຕຣດ.
- ພື້ນຜິວຕ້ານເຊື້ອຈຸລິນຊີຕາມທຳມະຊາດ → ເໝາະສຳລັບການປຸງແຕ່ງອາຫານ ແລະ ຊິ້ນສ່ວນທາງການແພດ.
- ຄວາມສາມາດໃນການນຳມາໃຊ້ໃໝ່ໄດ້ຢ່າງເຕັມທີ່ → ສອດຄ່ອງກັບຂໍ້ບັງຄັບດ້ານຄວາມຍືນຍົງປີ 2026.
- ການສຳເລັດຮູບທີ່ສວຍງາມ → ການຂັດທອງເຫລືອງ ແລະ ທອງສຳລິດໃຫ້ເຫຼື້ອມເປັນເງົາງາມ.
ສິ່ງທ້າທາຍ ແລະ ວິທີແກ້ໄຂທີ່ໃຊ້ໄດ້ຈິງ
ຄວາມຍືດຫຍຸ່ນຂອງທອງແດງສ້າງບັນຫາຄລາສສິກ - ນີ້ແມ່ນວິທີທີ່ພວກເຮົາຈັດການກັບພວກມັນ:
- ມັນໜຽວແລະຂອບຕິດຢູ່— ໃຊ້ເຄື່ອງມືແຫຼມຄົມ ແລະ ນໍ້າຢາຫຼໍ່เย็นຫຼາຍໆ (ອີມັນຊັນ ຫຼື ນໍ້າມັນ).
- ການແຂງຕົວຂອງວຽກ— ຜ່ານແສງໄຟ (ຄວາມເລິກ 0.1-0.5 ມມ) ແລະ ຫຼີກລ່ຽງການຢູ່ອາໄສ.
- ການສ້າງເບີຣ— ເຄື່ອງຈັກທອງເຫລືອງເກືອບບໍ່ມີຄຣີມ; ທອງແດງບໍລິສຸດຕ້ອງການການລອກຄຣີມ ຫຼື ການເຈາະແບບໄຕ່.
- ການຂະຫຍາຍຕົວທາງຄວາມຮ້ອນ— ຕິດຕັ້ງຢ່າງລະມັດລະວັງ ແລະ ໃຊ້ຢາຫຼໍ່เย็นເພື່ອຄວບຄຸມຂະໜາດ.
ຄຳແນະນຳຈາກຜູ້ຊ່ຽວຊານສຳລັບທອງແດງບໍລິສຸດ, ເຄື່ອງມືເພັດ polycrystalline (PCD) ມີອາຍຸການໃຊ້ງານດົນກວ່າ carbide ເຖິງ 10 ເທົ່າ.

-
ການພິຈາລະນາ ແລະ ເຄັດລັບການອອກແບບ
- ຄວາມທົນທານ: ±0.01 ມມ ສາມາດບັນລຸໄດ້ໃນທອງເຫລືອງ/CuCrZr; ທອງແດງບໍລິສຸດອາດຈະຕ້ອງການ ±0.02 ມມ ເນື່ອງຈາກຄວາມອ່ອນນຸ້ມ.
- ຄວາມໜາຂອງຝາຢ່າງໜ້ອຍ 0.5-1 ມມ ເພື່ອຫຼີກລ່ຽງການໂຄ້ງງໍ.
- ຮາກ ແລະ ຊີ້ນສັດ: ເພີ່ມລັດສະໝີທີ່ກວ້າງ (ຢ່າງໜ້ອຍ 0.5 ມມ) ເພື່ອຫຼຸດຜ່ອນຄວາມຕຶງຄຽດ ແລະ ປັບປຸງອາຍຸການໃຊ້ງານຂອງເຄື່ອງມື.
- ການສຳເລັດຮູບພື້ນຜິວ: Ra 0.4 µm ເປັນມາດຕະຖານສຳລັບຄາໄບທີ່ຂັດເງົາ; ສາມາດເຄືອບດ້ວຍກະຈົກໄດ້ເທິງທອງເຫລືອງ.
- ການປິ່ນປົວດ້ວຍຄວາມຮ້ອນ: CuCrZr ຮຽກຮ້ອງໃຫ້ມີການບ่มຫຼັງຈາກການຜະລິດເພື່ອໃຫ້ມີຄວາມແຂງເຕັມທີ່ — ວາງແຜນຕາມຄວາມເໝາະສົມ.
ຄຳແນະນຳກ່ຽວກັບເຄື່ອງມື ແລະ ພາລາມິເຕີ
- ວັດສະດຸເຄື່ອງມື: ຄາໄບທີ່ບໍ່ໄດ້ເຄືອບ ຫຼື ເຄືອບດ້ວຍເພັດສຳລັບສ່ວນໃຫຍ່; PCD ສຳລັບວຽກງານປະລິມານທອງແດງບໍລິສຸດ.
- ຄວາມໄວ ແລະ ອັດຕາປ້ອນ (ຕົວຢ່າງສຳລັບທອງເຫລືອງ C36000, ດອກສຽບປາຍ 10 ມມ):
- ແກນໝູນ: 8,000-12,000 ຮອບຕໍ່ນາທີ
- ພະລັງງານປ້ອນ: 1,000-2,000 ມມ/ນາທີ
- ຄວາມເລິກຂອງການຕັດ: 0.5-2 ມມ ຕາມແກນ
- ນ້ຳຢາຫຼໍ່ເຢັນໃຊ້ສະເໝີ — ປ້ອງກັນການເກີດຮອຍດ່າງ ແລະ ປັບປຸງຄວາມສຳເລັດໃຫ້ດີຂຶ້ນ.
ການນຳໃຊ້ໃນໂລກຕົວຈິງ
- ທອງເຫລືອງ → ເກຍທີ່ມີຄວາມແມ່ນຍໍາສູງ, ຕົວວາວ, ຮາດແວຕົກແຕ່ງ.
- ອາລູມີນຽມທອງແດງ → ບຸຊນ້ຳທະເລ, ກັງຫັນປ້ຳ.
- ກົ່ວທອງແດງ → ເກຍໜອນ, ແບຣິ່ງຮັບນ້ຳໜັກໜັກ.
- ຟອສຟໍຣັດສີທອງແດງ → ຕົວຕິດຕໍ່ສະປິງໄຟຟ້າ.
- ທອງແດງບໍລິສຸດ → ເຄື່ອງແລກປ່ຽນຄວາມຮ້ອນ, ແຖບລົດເມ.
- CuCrZr → ຂົ້ວເຊື່ອມຈຸດ, ແຖບ rotor EV.
ປັດໄຈດ້ານຕົ້ນທຶນ ແລະ ຄວາມຍືນຍົງໃນປີ 2026
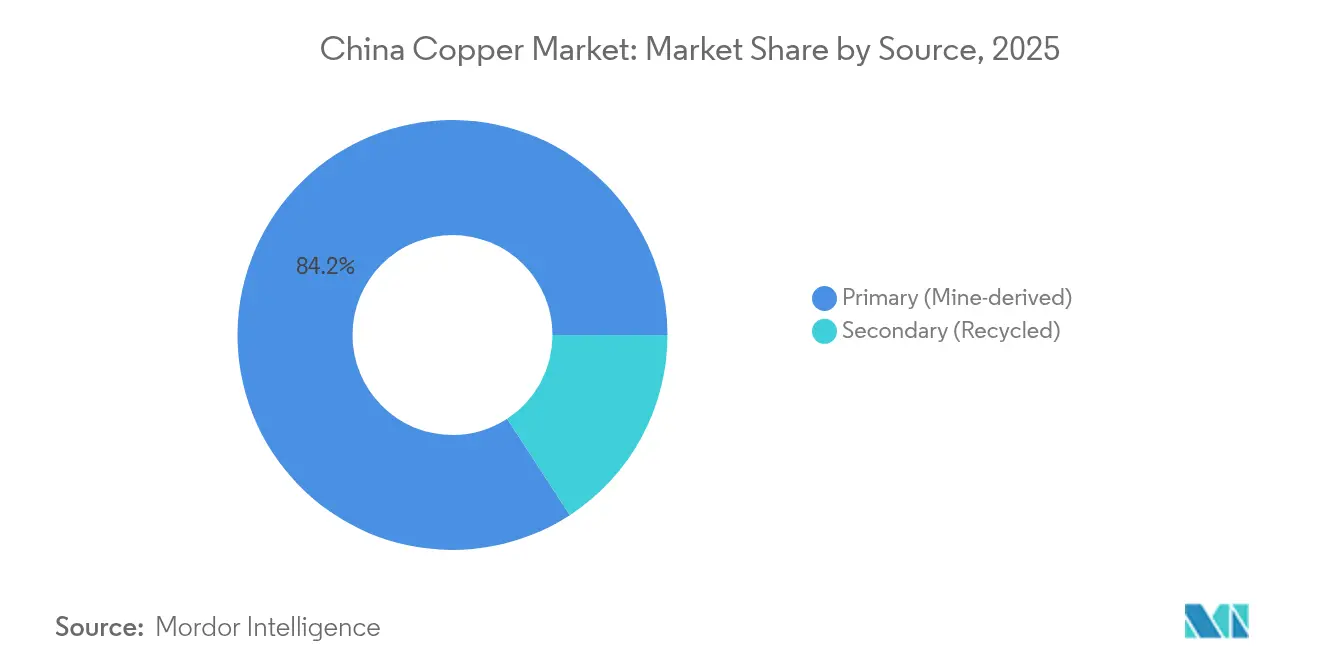
ລາຄາວັດສະດຸມີການປ່ຽນແປງ (ທອງແດງບໍລິສຸດ ~$11-13k/ໂຕນ), ແຕ່ທອງເຫລືອງຍັງຄົງປະຫຍັດທີ່ສຸດ. ອັດຕາການຣີໄຊເຄີນໃນປັດຈຸບັນເກີນ 50% ໃນຫຼາຍຮ້ານ, ຊ່ວຍຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍ ແລະ ການປ່ອຍອາຍພິດຄາບອນ. ຄາດວ່າຈະມີການສະໜອງ CuCrZr ທີ່ເຂັ້ມງວດຂຶ້ນຍ້ອນຄວາມຕ້ອງການລົດໄຟຟ້າ.
ຄວາມຄິດສຸດທ້າຍ
ການເຄື່ອງຈັກທອງແດງໃຫ້ລາງວັນແກ່ການຕັ້ງຄ່າຢ່າງລະມັດລະວັງ ແລະ ການເລືອກເກຣດທີ່ຖືກຕ້ອງ. ດ້ວຍຄຳແນະນຳຂ້າງເທິງ, ທ່ານຈະຜະລິດຊິ້ນສ່ວນທີ່ມີຄຸນນະພາບສູງ ແລະ ມີປະໂຫຍດຢ່າງຕໍ່ເນື່ອງ ເຊິ່ງຕອບສະໜອງໄດ້ເຖິງແມ່ນວ່າຈະເປັນຊິ້ນສ່ວນທີ່ແຂງແກ່ນທີ່ສຸດກໍຕາມ.
ພ້ອມແລ້ວບໍທີ່ຈະເຮັດໃຫ້ການອອກແບບຂອງທ່ານມີຊີວິດຊີວາ? ສຳຫຼວດຜະລິດຕະພັນໂລຫະປະສົມທອງແດງທີ່ຫຼາກຫຼາຍຂອງພວກເຮົາ (ທອງເຫລືອງ, ອາລູມິນຽມທອງສຳລິດ, ກົ່ວທອງສຳລິດ, ຟອສຟໍຣັດ, ທອງແດງບໍລິສຸດ ແລະ CuCrZr) ໃນລາຍການຜະລິດຕະພັນລ່າສຸດຂອງພວກເຮົາ, ຫຼື ຕິດຕໍ່ກັບທີມງານວິສະວະກອນຂອງພວກເຮົາເພື່ອຂໍໃບສະເໜີລາຄາເຄື່ອງຈັກຕາມຄວາມຕ້ອງການ ແລະ ການສະໜັບສະໜູນດ້ານເຕັກນິກ.
ເວລາໂພສ: ມັງກອນ-26-2026